Спайка полиэтиленовых труб. Общие сведения
- Спайка полиэтиленовых труб. Общие сведения
- Сварка полиэтиленовых труб встык таблица. 2 Сварка труб малого диаметра на большом аппарате
- Сварка полиэтиленовых труб муфтами. Порядок выполнения электромуфтовой сварки труб ПНД
- Аппарат для сварки полиэтиленовых труб. Сварочное оборудование для полиэтиленовых труб
- Контактная Сварка полиэтиленовых труб. Что такое стыковая Сварка полиэтиленовых труб
- Сварка полиэтиленовых труб большого диаметра. МУФТОВЫЕ СОЕДИНЕНИЯ.
- Видео сварка полиэтиленовых труб (сварка пэ труб)
Спайка полиэтиленовых труб. Общие сведения
Процесс спайки полиэтиленовых труб производится за счет выраженных термопластичных характеристик материала. Полипропилен во время нагрева размягчается, получая структуру подобную пластилину.
Возвращение материала к нормальному температурному режиму способствует восстановлению структуры до твердого состояния. На этом принципе основана техника пайки, которая носит название — полифузная сварка.
Способ пайки сантехнических узлов на основе полипропилена сейчас широко распространен. Технология характеризуется простотой и удобством, а также нуждается в минимальном вложении средств и сил.

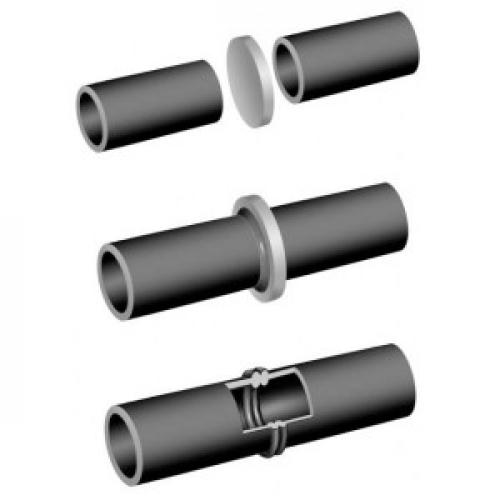
На сегодняшний день используется два способа соединения свариваемых элементов:
- Прямой.
- Муфтовый.
 Последний способ сварки подразумевает для этого использование фасонного элемента — трубы или муфты большего наружного сечения. Как правило, с помощью этой технологии производится спайка труб ПНД, сечение которых не более 65 мм. Технология сварки двух элементов в этом случае основана на расплавлении участка трубы по внешней окружности и части муфты внутри. После эти детали плотно соединяются.
Последний способ сварки подразумевает для этого использование фасонного элемента — трубы или муфты большего наружного сечения. Как правило, с помощью этой технологии производится спайка труб ПНД, сечение которых не более 65 мм. Технология сварки двух элементов в этом случае основана на расплавлении участка трубы по внешней окружности и части муфты внутри. После эти детали плотно соединяются.
В основе первого способа лежит такой же принцип расплавления участков двух элементов с их дальнейшим соединением. Однако в этом случае соединительными частями являются две трубы одинакового сечения, и соединяются они через торцевую поверхность. Этот, казалось бы, простой способ пайки ПНД труб своими руками нуждается в высокой точности обработки мест соединения и точного крепления двух элементов по осям.
Вместе с вышеописанными «горячими» способами также используется метод «холодной» пайки. В этом случае в роли активного паяльного элемента применяется специальный растворитель, который способен размягчать полипропиленовую структуру. Но значительной популярностью этот способ не пользуется.
Сварка полиэтиленовых труб встык таблица. 2 Сварка труб малого диаметра на большом аппарате
Каждый стыковой сварочный аппарат имеет определенный рабочий диапазон диаметров. Например, 90-315 мм. Это значит, что внутренний диаметр хомутов 315 мм, а для фиксации труб меньших диаметров необходимо установить редукционные вкладыши (см.). Часто возникает вопрос – можно ли на этом же аппарате сваривать трубы меньшего диаметра, например DN 63 SDR 11. С одной стороны, установить редукционные вкладыши Ø63 мм – совершенно не проблема. Рассчитать таблицу параметров сварки полиэтиленовых труб любого диаметра – тоже не проблема. Но может быть, есть другие ограничения? Попробуем разобраться.
Сварочное усилие пропорционально площади сечения свариваемых труб. Это значит, чтогидравлическая система аппарата рассчитаны на трубу с самой большой площадью сечения в пределах рабочего диапазона этого аппарата. Для 315-го аппарата это труба DN 315 с размерным соотношением SDR 6. Площадь сечения такой трубы около 430 см2, а необходимое усилие для ее сварки по традиционной технологии – 650 кгс. С учетом давления перемещения и согласно требованиям, максимальное усилие, на которое должна быть способна 315-я сварочная машина, должно быть, как минимум, на 30% выше – около 850 кгс.
 | Сварочное усилие, создаваемое сварочной машиной, контролируется визуально по стрелочному манометру на верхней панели гидроагрегата (рис.35). И полная шкала манометра 315-й машины должна соответствовать усилию не менее 850 кгс. Согласно формальному требованию к точности гидравлической системы (), самая маленькая труба, которую можно варить такой машиной, должна требовать сварочное усилие 0,5% от полной шкалы - 4,5 кгс. Труба Ø63 мм SDR 11 пока попадает в этот диапазон, сварочное усилие для нее – 15,6 кгс. Оператору придется ловить первые 1-2 деления шкалы, это трудно, но можно. Идем дальше. Максимально допустимое давление перемещения ни одним нормативом не определено. На самых лучших машинах оно составляет 3-4% от максимального давления, создаваемого гидравлической системой. Значит, у нашей 315-й машины давление перемещения будет соответствовать усилию не менее 25,5 кгс и имеет право колебаться в пределах 10%, что соответствует ±2,5 кгс. Значит, для трубы Ø63 мм SDR 11 мы в самом идеальном теоретическом случае сможем обеспечить сварочное усилие 15,6±2,5 кгс. Погрешность 16% - это уже очень много! Процедура сварки DVS 2207-1 допускает погрешность 6,7% (формально сварочное давление 0,15±0,01 Н/мм).2. |
|---|---|
Сварка полиэтиленовых труб муфтами. Порядок выполнения электромуфтовой сварки труб ПНД
Технология сварки полиэтиленовых труб муфтами электрического типа:
- В процессе реализации подготовительных мероприятий потребуется зачистить поверхности стыкуемых заготовок. С них убирают оксидный слой и грязь. Для этого можно использовать нож, скребок или специальное механизированное приспособление. Его стоимость довольно значительна, однако, когда требуется соединить трубы большого диаметра, одним ножом управиться достаточно проблематично.
- Одевают муфту при помощи специального позиционера, который гарантирует правильность положения всех соединяемых частей. Для сглаживания некоторой овальности изделия применяют специальную округляющую накладку.
- Процедура обезжиривания является обязательной для всех свариваемых поверхностей. Это касается как внутренних, так и наружных полостей трубы.
- В случае дождя или снега на улице нужно переместить все составные части, трубы и муфты под навес, после чего продолжить сварочные работы уже в укрытии. Это правило является обязательным к исполнению: в противном случае, достичь надежного соединения вряд ли удастся.
- По окончанию подготовительных мероприятий начинают сварку полиэтиленовых труб. Электромуфту следует поместить на конец одной заготовки: для совмещения торцов трубы и муфты применяется обычный молоток. Далее конец второй трубы оснащается пометкой, до ее половины. При совмещении торцов соединяемых труб соблюдают соосность. Муфту же следует надеть до нанесенной пометки. Для зажимания проводов сварочного аппарата на муфте имеются клеммы. Сам процесс сваривания реализуется автоматически. На современных сварочных аппаратах для сваривания труб из пластика предусмотрена специальная функция настройки температурного режима работы через считывание штрих-кода, содержащегося на этикетке электрической муфты.
- Для простоты определения того, что процедура сварки завершена, электромуфту оснащают серией одинаковых отверстий. Когда из них начинает вытекать полиэтилен, это свидетельствует о готовности соединения. После этого нужно обязательно вытащить провода сварочного аппарата из клемм муфты.
- Завершающим этапом стыковки полиэтиленовых труб является полное остывание готового участка. Пока это происходит, очень важно не прикасаться к нему и не смещать трубы, иначе вся процедура пойдет насмарку. В тех случаях, когда по неосторожности смещение все-же произошло, потребуется обрезать сваренные заготовки на расстояние 10-20 мм от расплавленных концов, и провести всю процедуры сначала.
Аппарат для сварки полиэтиленовых труб. Сварочное оборудование для полиэтиленовых труб
Современный ассортимент оборудования для сваривания полимерных труб разнообразен и богат. Он классифицируется следующим образом:
- в зависимости от условий эксплуатации и области применения;
- по качеству сварного соединения;
- по мощности;
- по назначению;
- по габаритным размерам и т. д.
При сваривании полиэтиленовых труб встык требуется стыковое сварочное оборудование. Инструмент для стыковой сварки бывает:
- ручным;
- полуавтоматическим;
- автоматическим.
Рассмотрим особенности каждого вида более подробно:
- Ручное оборудование для сварки полиэтиленовых труб подходит для стыкового сваривания труб небольшого диаметра. Параметры сварки выставляются сварщиками согласно таблицам сварки, а сам процесс сваривания труб происходит вручную.

Ручной сварочный аппарат
- Конструкция полуавтоматических агрегатов включает в себя гидравлическую систему. Параметры сварки при работе с таким оборудованием задаются сварщиками вручную, но соединение труб осуществляется посредством гидравлического центратора: это ведет к упрощению и облегчению человеческого труда. Полуавтоматическое оборудование позволяет сваривать полиэтиленовые трубы большего диаметра.

Полуавтоматический аппарат для сварки
- Самым передовым сварочным оборудованием считается автоматическое сварочное оборудование для полиэтиленовых труб , например, SUVI или CNC-машины. Процесс сварки в данном случае полностью автоматизирован и происходит благодаря компьютерному управлению: после введения сварщиком характеристик труб (диаметр, материал изготовления, SDR) режим сварки устанавливается автоматически. Процесс сваривания протекает также самостоятельно, без человеческого вмешательства.
Совет от профессионала:
Работы на автоматическом оборудовании позволяют исключить ошибки, которые возможны при ручном выставлении параметров сварки, что ведет к улучшению качества свариваемости шва и выгодно отличает такой агрегат от других видов сварочных стыковых аппаратов.

Контактная Сварка полиэтиленовых труб. Что такое стыковая Сварка полиэтиленовых труб
Стыковая сварка полиэтиленовых труб относится к неразъемным способам соединения и производится путем нагрева при помощи специального сварочного оборудования торцов свариваемых частей, трубы и (или) фитинга до вязкотекучего состояния полиэтилена, и последующего их соединения под давлением.
Встык можно варить только трубы и фитинги одинакового диаметра и SDR, изготовленные из одной марки полиэтилена. Рекомпендуемая толщина трубы при сварке должна быть не менее 4,5 см. Стыковую сварку разрешено проводить при температуре воздуха от -15ºС до +45ºС.
Сварка в стык – достаточно сложный технологический процесс, требующий высокой квалификации персонала и высококачественного оборудования. В месте с тем, данный способ обладает рядом несомненных преимуществ:
- Для сваркине требуется тяжелая техника;
- Сваривать полиэтиленовые трубы может бригада из 1 – 2 человек;
- Значительно ниже потребление электроэнергии (либо топлива) по сравнению со сваркой стальных труб. При применении так называемых “длинномерных труб” (на катушках или в бухтах) снижает количество сварных соединений в 50- 100 раз. Все это значительно ускоряет строительство трубопровода и снижает стоимость монтажа.
Сварка встык – это способ, используемый для соединения труб и фитингов одного диаметра и толщины. В этом процессе свариваемые поверхности труб выравниваются таким образом, чтобы достигался идеальный контакт, затем нагреваются до температуры плавления. После этого расплавленные поверхности труб соединяются под давлением. Сварочное давление, температура и длительность регулируются таким образам, чтобы сохранить физические и химические свойства исходного материала.
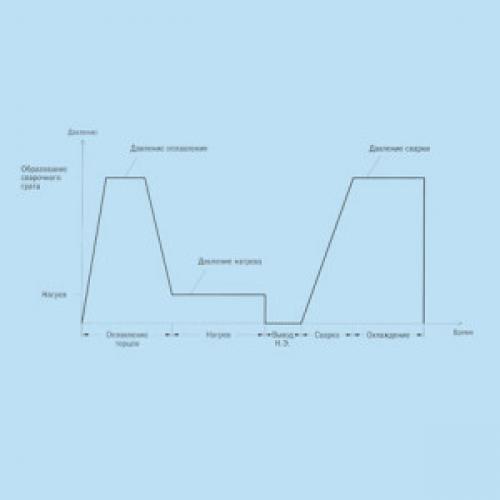
Сварочный цикл можно разделить на следующие этапы:
- Оплавление торцов трубы;
- Нагрев;
- Удаление нагревателя из зоны сварки;
- Сварка;
- Охлаждение.
Перед началом сварки зоны соединения труб выравниваются с помощью электроторцевателя – инструмента для механической обработки торцов свариваемых труб. Инструмент выравнивает торцы труб под прямым углом относительно оси и удаляет все сколы и неровности сечения. Торцевание должно производиться до тех пор, пока стружка, образуемая в результате торцевания, начнет выходить непрерывной, ровной лентой.
Максимальные допуски по зазорам между свариваемыми поверхностями после торцевания указаны в таблице:
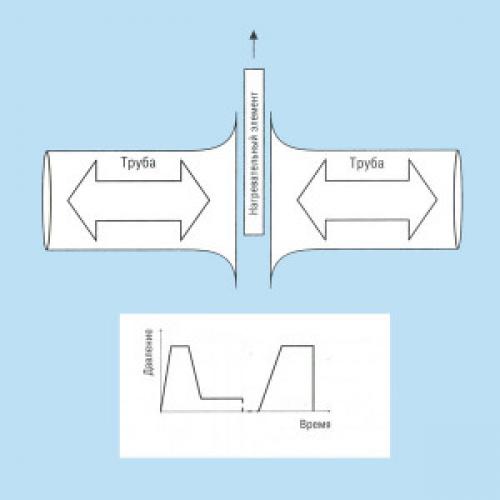
Далее свариваемые поверхности нагреваются до температуры плавления с помощью специального нагревательного элемента.
Оплавление торцов
Во время цикла “Оплавление” происходит образование первичного грата.
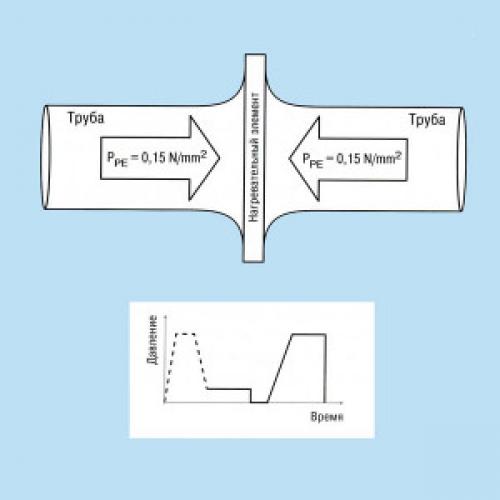
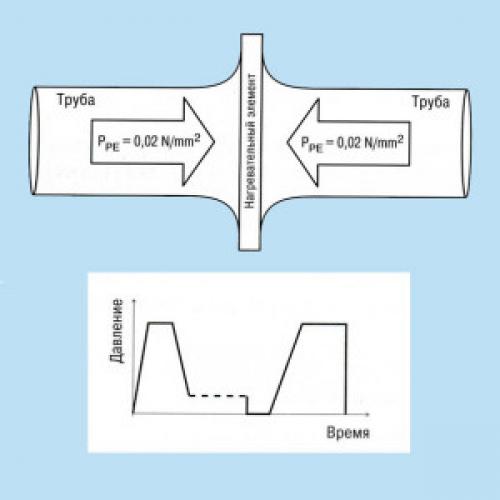
Нагрев трубы
Во время цикла “Нагрев” тепло распространяется вглубь материала. Давление на свариваемые части при этом близко к нулю (оно только обеспечивает контакт между торцами труб и нагревателем).
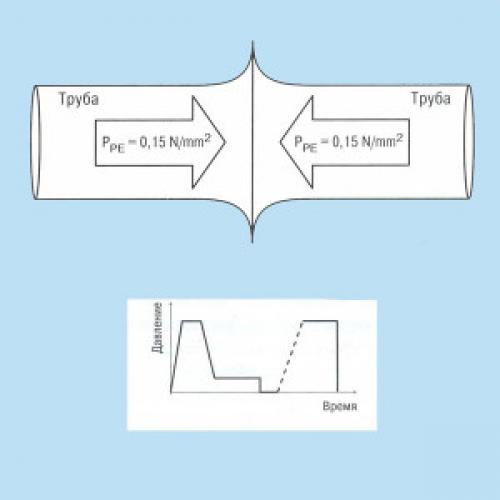
Затем нагревательный элемент удаляется из области сварки. Нагревательный элемент необходимо удалять так, чтобы не загрязнить и не повредить нагретые для сварки поверхности трубы. Контактные поверхности нужно быстро соединить, не допуская других соприкосновений. Время перехода должно быть настолько кратким, насколько это возможно, иначе нагретые поверхности застынут, что негативно повлияет на качество сварки.
Вывод нагревательного элемента
Цикл сварка
Во время цикла “сварка” образуется окончательный грат и молекулярные связи, обеспечивающие однородность соединения. Свариваемые части трубы соединяются под давлением равным давлению цикла “Оплавление торцов”
Охлаждение стыка
Во время заключительного цикла “Охлаждение” происходит осадка стыка и стык приобретает максимальную прочность.
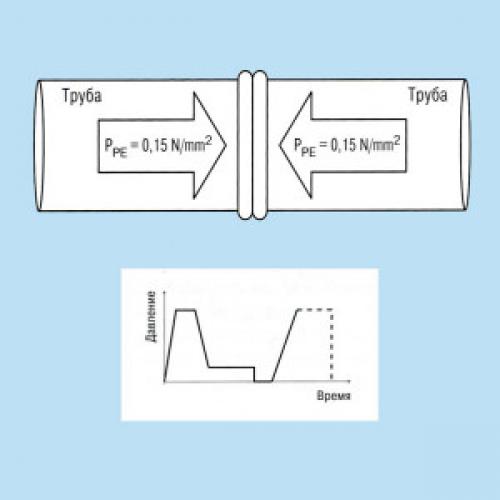
После соединения должен появиться симметричный буртик. Одинаковый размер правого и левого буртика показывает правильность сварки. Различный размер буртиков показывает различные характеристики вязкости соединяемых материалов, то есть процедура сварки произведена неверно.
Расчет параметров сварки встык
Для расчета параметров сварки необходимо обладать следующими данными:
е – толщина трубы;Dn – номинальный (наружный) диаметр трубы;Di – внутренний диаметр (Dn – 2е);S – площадь сварки в мм², которую можно рассчитать по формуле:
- S = π(Dn² – Di²)/4, где π = 3,142;
Sc – площадь цилиндра машины в мм².
Также необходимо знать марку полиэтилена. Этот параметр необходим для правильного определения времени протекания циклов сварки.
Поскольку в расчетах задействован такой параметр, как площадь цилиндра машины для сварки ПЭ труб (Sc), рекомендуем использовать готовые таблицы с параметрами сварки для каждого вида и типоразмера труб. Эти таблицы обычно приводятся в инструкциях по эксплуатации машин для сварки ПЭ труб.
Приведенные ниже формулы для расчета давления циклов: “Оплавление стыка” и “Сварка” носят справочный характер.
Сварка полиэтиленовых труб большого диаметра. МУФТОВЫЕ СОЕДИНЕНИЯ.
Аппарат для пайки ПНД соединений муфтовым способом – это обычный паяльник. Помимо муфт еще используются тройники и уголки. Паяльник имеет специальные насадки различных размеров. Эти насадки нагреваются, чтобы при контакте с элементом трубопровода или фитингом, их окончания «подплавились» и были готовы для сборки. Насадка паяльника состоит из дорна и гильзы. Дорн нагревает элемент внутри, а в гильзу его вставляют для нагрева внешней поверхности. Как уже упоминалось выше, технология сварки ПЭ труб проста и пайка ПНД труб своими руками легка в осуществлении.

Ниже перечислим основные правила муфтовых соединений:
- Перед началом работы очистите помещение от мусора и лишних предметов.
- Подготовьте необходимые сварные элементы: подрежьте их до необходимых размеров, очистите от мелкого мусора и грязи.
- На сварном оборудовании должна быть установлена температура сварки ПНД труб. Аппарат для сварки ПЭ труб при достижении необходимой отметки подаст вам сигнал.
- Элемент трубопровода необходимо вставить в гильзу, а фитинг – в дорн физическими усилиями. В процессе вставки элемента и фитинга, лишний расплавленный материал выходит наружу, образуя кольцевой валик. После нагрева элементы необходимо снять с наcадки и соединить до упора в кольцевой валик. Чтобы знать, когда прекратить «надавливание», лучше отметить нужную границу маркером заранее.
- Сварка полиэтиленовых труб большого диаметра требует большего количества времени нагрева, и наоборот.
- Готовое соединение нужно остудить, не подвергая его никаким воздействиям извне.